






ხაზოვანი მიმმართველები: დაზგის მოძრაობის „ზუსტი მიმმართველობის ბირთვი“
ავტომატიზირებულ ჩარხებში წრფივი მოძრაობის „ძირითადი ჩარჩოს“ სახით, წრფივი მიმმართველების ტექნიკური მახასიათებლები პირდაპირ განსაზღვრავს დამუშავების სიზუსტის ზედა ზღვარს. ისინი გამოიყენება ჩარხების მოძრაობის ძირითად არეალებში და კონკრეტული სცენარების საფუძველზე იღებენ დიფერენცირებულ დიზაინს:
სამუშაო ნაწილის მაგიდის ფართობი:აქ ძირითადად გამოიყენება მძიმე ტვირთამწეობის ხაზოვანი გიდები, ორმაგი გიდის სიმეტრიული განლაგებით. გიდის გიდები დამზადებულია მაღალი სიმტკიცის შენადნობის ფოლადისგან და გადის ულტრაზუსტ დაფქვას, რაც იწვევს ზედაპირის უხეშობას ≤Ra0.1μm. მორგების კლირენსისახელმძღვანელო რელსებიდა სლაიდერების წინასწარი დატვირთვის გზით რეგულირება შესაძლებელია 0.002 მმ-ის რადიუსში. დიდი ზომის სამუშაო ნაწილების დამუშავებისას, ამ მიდგომებს შეუძლიათ თანაბრად გადაანაწილონ დატვირთვა, თავიდან აიცილონ სამუშაო მაგიდის დეფორმაცია და უზრუნველყონ, რომ სამუშაო ნაწილის მოძრაობის სისწორის შეცდომა იყოს ≤0.005 მმ/მ, რაც გამორიცხავს წყაროდან გადახრებს.
თავის მოძრაობის არეალის დამუშავება:აქ გამოიყენება მაღალი სიზუსტის მინიატურული ხაზოვანი გიდები. გიდის რელსების განივი კვეთა ძირითადად ოთხრიგიანი ბურთულიანი ცირკულაციის სტრუქტურას იყენებს, რომელსაც შეუძლია თანაბრად გაუძლოს სხვადასხვა მიმართულებიდან დატვირთვას. როდესაც დამუშავების თავს მაღალი სიხშირის წვრილი რეგულირება სჭირდება, მას შეუძლია დაეყრდნოს ბურთულების დაბალი ხახუნის ბრუნვას პოზიციონირების რეაგირების დროის 0.1 წამამდე შესამცირებლად და მიკრომეტრის დონეზე გადაადგილების სიზუსტის გასაკონტროლებლად, რაც ხელს უწყობს სარკის მსგავსი დამუშავების ეფექტის მიღწევას (მაგ., Ra0.02μm).
გარდა ამისა, ხაზოვანი გიდები, როგორც წესი, აღჭურვილია თვითშეზეთვის სისტემებით და მტვრისგან დამცავი დალუქვის სტრუქტურებით. თვითშეზეთვის სისტემა რეგულარულად და ფიქსირებული რაოდენობით შეჰყავს სპეციალური ცხიმი ცვეთის შესამცირებლად და მომსახურების ვადის გასახანგრძლივებლად; მტვრისგან დამცავი დალუქვის სისტემას (მაგალითად, ორგანოს ტიპის დამცავი საფარი) შეუძლია დაბლოკოს ლითონის ნაფოტები და მტვერი, რაც ხელს უშლის სიზუსტის დაბინძურებას.
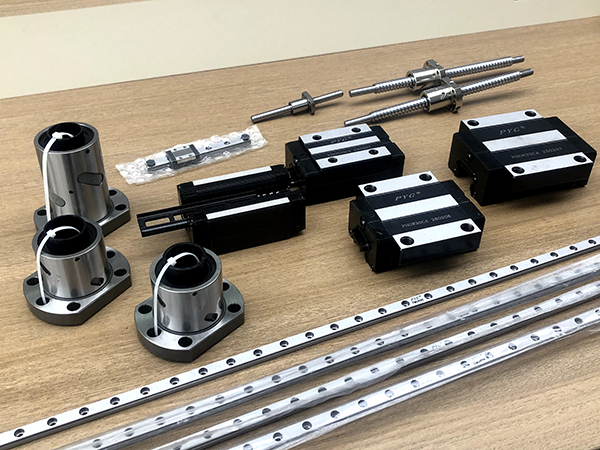
ბურთულიანი ხრახნები: „ზუსტი ტრანსმისიის ასისტენტი“ ძირითადი ნაწილებისთვის
ბურთულიანი ხრახნები ძირითადად გამოიყენება დაზგის დამუშავების თავის კვების ამძრავად და მათი ძირითადი ფუნქციაა ძრავის ბრუნვითი მოძრაობის ზუსტად გარდაქმნა წრფივ მოძრაობაში. ისინი შედგება ხრახნის ლილვის, თხილისა და შიდა ბურთულებისგან. ბურთულების ციკლური გვლით მიიღწევა დაბალი ხახუნის გადაცემა, ხახუნის კოეფიციენტით, რომელიც ტრადიციული მოცურების ხრახნების ხახუნის კოეფიციენტის მხოლოდ 1/30-ს შეადგენს. ამან შეიძლება შეამციროს ენერგიის მოხმარება, მინიმუმამდე დაიყვანოს სითბოს წარმოქმნა და თავიდან აიცილოს...სიზუსტეტემპერატურის ცვლილებით გამოწვეული დრიფტი. დამუშავების დროს, მიწოდების სიღრმის კონტროლი შესაძლებელია ინსტრუქციის მიხედვით, მინიმალური მიწოდების სიჩქარით 0.001 მმ, რაც უზრუნველყოფს, რომ დამუშავების პარამეტრები ზუსტად შეესაბამებოდეს მოთხოვნებს.

საწარმოო საწარმოებისთვის, ძირითადი კომპონენტების ხარისხი, როგორიცააLM გზამკვლევიპირდაპირ განსაზღვრავს წარმოების ეფექტურობას. მაგალითად, ავტონაწილების ინდუსტრიაში, მაღალი სიზუსტის სახელმძღვანელოების გამოყენებით დაზგები შეიძლება გაზარდოს სამუშაო ნაწილის დამუშავების კვალიფიკაციის მაჩვენებელი 99.5%-ზე მეტამდე და შეამციროს აღჭურვილობის გაუმართაობის მაჩვენებელი 40%-ით. სამედიცინო მოწყობილობების წარმოების სფეროში, დაზგების მიკრომეტრიული დონის სიზუსტეზე დაყრდნობით, საწარმოებს შეუძლიათ დააკმაყოფილონ მაღალი კლასის მოწყობილობების ზედაპირის დამუშავებისა და ზომების მკაცრი მოთხოვნები, რაც ხელს შეუწყობს საზღვარგარეთის ბაზრებზე ტექნიკური ბარიერების გადალახვას.
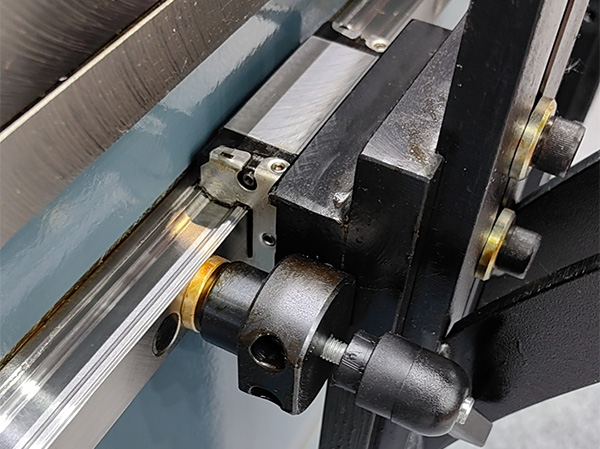
ინდუსტრია 4.0-ის განვითარებასთან ერთად, ხაზოვანი გიდები უფრო ინტელექტუალური მიმართულებით ვითარდება. ზოგიერთ მაღალი კლასის ჩარხების მოდელს გიდებში ინტეგრირებული აქვს ტემპერატურისა და ვიბრაციის სენსორები, რომლებსაც შეუძლიათ რეალურ დროში აკონტროლონ ოპერაციული სტატუსი და ატვირთონ მონაცემები ღრუბლოვან პლატფორმებზე. ამ სისტემებს შეუძლიათ უზრუნველყონ ანომალიების ადრეული გაფრთხილებები და გასცენ ტექნიკური მომსახურების რეკომენდაციები, განახორციელონ „პროგნოზირებადი ტექნიკური მომსახურება“ და თავიდან აიცილონ უეცარი გაუმართაობით გამოწვეული წარმოების შეფერხებები, რითაც უზრუნველყოფენ მხარდაჭერას...მაღალი ხარისხის წარმოების ინდუსტრიის განვითარება.
გამოქვეყნების დრო: 2025 წლის 2 სექტემბერი



